AMT’s Singapore-Based Clean Room Assembly for Medical Devices
Almost 70% of medical device contamination stems from the assembly or transportation process. This highlights how crucial cleanroom assembly is for patient safety and product approval.
AMT Medical Clean Room Assembly Services in Singapore possesses over 30 years of experience in https://amt-mat.com/cleanroom-vs-white-room-assembly-for-medical-device-manufacturing/. They have approximately 350 employees and provide services to over 30 countries. This makes Singapore as a key place for medical clean room construction and precise assembly work.
AMT is certified in ISO 13485, ISO 9001, and IATF 16949. They utilize stringent quality systems to support programs for regulated devices. Their facilities include support for Class 100K (ISO Class 8) clean rooms. Additionally, they provide services such as single-site injection molding, tooling, and assembly. This helps lower the risk of contamination and streamlines the process.
This article covers how AMT’s services for medical clean room assembly help with meeting regulatory requirements. Furthermore, it details their methods for managing microbial control and integrating various processes. These initiatives allow medical manufacturers to get their products to market more quickly. They also serve to protect the sterility of products and safeguard intellectual property.
A Look at AMT’s Medical Clean Room Assembly Services
Based in Singapore, AMT Pte. Ltd. has served as a trusted partner in the manufacturing of medical devices for over three decades. Collaborating with clients from over 30 nations, they maintain strong connections with Asian suppliers. Approximately 350 local employees work at the Singapore headquarters to provide regional support.
Thanks to significant certifications, AMT is well-known for its high standards of quality. ISO 13485 ensures their processes meet medical device regulations. Quality management across every operation is guaranteed by ISO 9001. IATF 16949 shows their capability in automotive-grade process control, beneficial for medical device assembly.

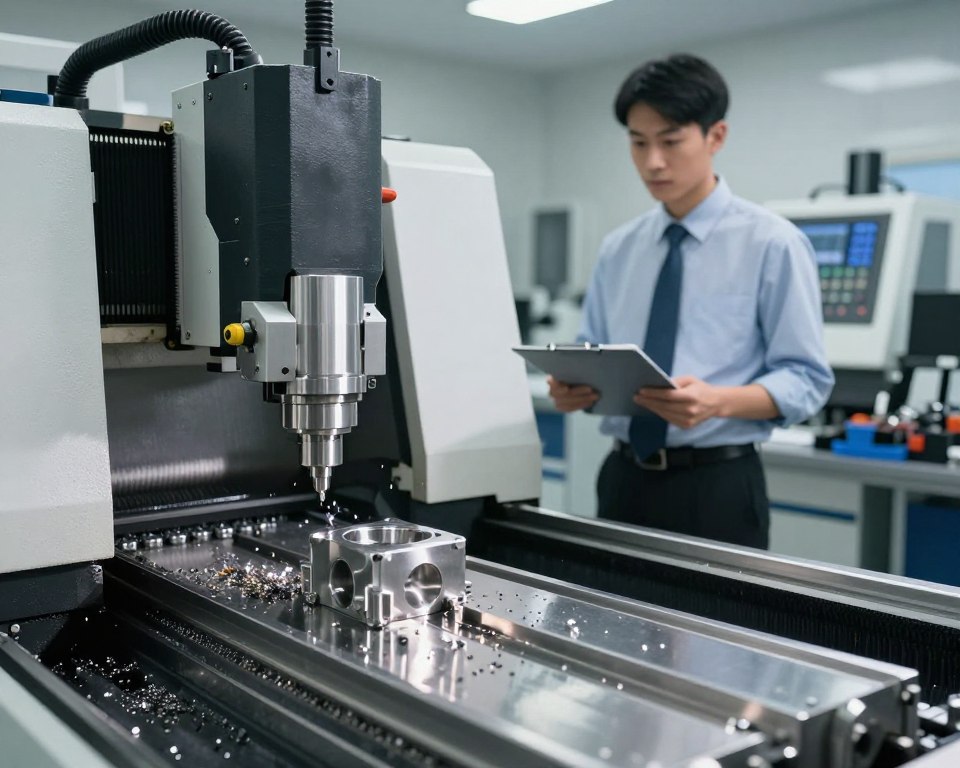
One of AMT’s key strengths is its single-site integration. They handle tooling, 3D metal printing, metal and ceramic injection molding, and clean room assembly all in one place. This approach reduces lead times and lowers the risk of contamination.
Both sterile and non-sterile products can be handled by AMT’s clean room assembly services. The integrated workflows they use for molding, inspecting, packaging, and assembling result in better traceability and quality control. This makes production more streamlined.
AMT’s vertical integration model is a great advantage for clients needing assembly in controlled environments. Positioning tooling and molding operations near the cleanroom reduces the steps involved in handling. This also simplifies logistical challenges and guarantees consistent control over the environment.
Medical Clean Room Assembly at AMT
Medical clean room assembly services are offered by AMT. These services help medical device makers in Singapore and surrounding areas. Their focus is on clean production within areas classified as ISO Class 8. In these areas, components are manufactured, assembled, and packaged according to stringent cleanliness protocols. Comprehensive services for molding, assembly, validation, and microbial testing are provided by AMT.
Definition and primary services offered under this keyword
Medical clean room assembly is a specialty of AMT. This activity takes place in cleanrooms specifically designed for medical device components. Key services include cleanroom molding, component assembly, final packaging, environmental monitoring, and microbial testing. AMT contributes to the production of surgical parts and devices that demand a sterile environment.
The Role of Class 100K (ISO Class 8) Cleanrooms in Device Manufacturing
Class 100K cleanrooms keep the air clean enough for many types of assembly. This helps prevent particle contamination in devices like parts for endoscopes. AMT monitors the air, pressure difference, humidity, and temperature regularly. This practice ensures they remain compliant and maintain thorough documentation.
Advantages of Vertical Integration in Controlling Contamination and Logistics
Locating molding and assembly in the same place helps avoid contamination. It makes for shorter lead times and easier quality checks. AMT’s way cuts down issues, improves tracking, and saves on costs because of less moving around.
This way of working helps keep AMT’s production processes clean and focused. It makes for better products and easier paperwork for manufacturers. They rely on AMT to meet their requirements.
Cleanroom classifications and compliance for medical device assembly
Knowing cleanroom classes helps to match the right environment to product risks. Cleanroom assembly compliance depends on setting clear particle limits, doing regular checks, and having proof of validation. This section delves into the standards for ISO Class 8. Additionally, it addresses the monitoring techniques that ensure medical assembly lines meet required standards in %place% and elsewhere.
ISO Class 8 requirements
The maximum allowable concentration of airborne particles, categorized by size, is defined by ISO Class 8 cleanroom standards. They are ideal for many medical device assembly jobs where total sterility isn’t needed. This classification is frequently referred to as Class 100K within the industry. This designation is commonly used for tasks involving plastic injection molding and assembly.
Practices for Validation and Monitoring
Regular checks on the environment are essential for medical cleanrooms. Facilities keep a close eye on air particles to make sure they are within set limits.
To maintain proper airflow, teams monitor the differential pressure between different zones. They also control temperature and humidity to stop product damage and lower the chance of contamination.
They do regular validations and keep detailed records to show they are following rules. Special teams check for microbes to spot any problems early and rectify them when necessary.
Regulatory alignment
Meeting the rules set by bodies like the US Food and Drug Administration and the European Medicines Agency is vital. Keeping ISO 13485 certification and detailed validation records is essential for passing audits and making regulatory filings for device makers.
Having good records of cleanroom procedures, doing requalifications periodically, and tracking data proves manufacturers have everything under control during inspections. Building medical cleanrooms to these standards makes passing regulatory checks easier and accelerates time to market.
Combining Manufacturing: Injection Molding with Clean Room Assembly
The production of medical equipment becomes more efficient when both molding and assembly are performed at a single site. This results in reduced internal movement of components within the facility. Plus, it makes it easier to keep an eye on quality, from the molding to the final packaged product.
Benefits of Integrating at a Single Site
The handling of parts is substantially minimized when injection molding and assembly operations are performed together. This leads to faster prototype development and faster start of production. It allows the tooling, molding, and assembly teams to work closely. This guarantees that quality checks consistently adhere to the same high benchmarks.
Minimizing Contamination Risk and Saving on Logistics Costs
The risk of contamination is lowered by eliminating the need to move items between different locations. There is also a reduction in costs associated with packaging, shipping, and handling. Having everything in one place makes it easier to manage quality control and follow regulations. This contributes to a more efficient clean room assembly process.
Examples of product types suited to integrated processes
Products like endoscopic pieces, housings for surgical instruments, and parts for minimally invasive devices do well in this integrated system. Both sterile and non-sterile products can be manufactured, depending on the specific sterilization and packaging requirements.
| Product Type |
Primary Integration Benefit |
Typical Controls |
| Endoscopic lenses and housings |
Reduced particulate transfer between molding and optics assembly |
Particle counts, ISO-classified assembly zones, validated cleaning |
| Surgical instrument housings |
Better dimensional control and batch traceability |
Material lot tracking, in-line inspection, sterilization validation |
| Minimally invasive device components |
Streamlined change control for rapid design iteration |
Molding in a controlled environment, testing for bioburden, documenting processes |
| Disposable diagnostic housings |
Lower logistics cost and faster time-to-market |
Consolidated supply chain, final inspections, batch records |
Opting for a facility that manages both clean room assembly and cleanroom injection molding ensures improved quality control and dependable production schedules for medical devices. This approach reduces risks and preserves value, from the initial prototype to the final product shipment.
Use Cases and Environment Choices for Medical Device Assembly
It is essential to select the appropriate environment for medical device assembly. Options available from AMT range from stringent ISO-classified rooms to controlled white rooms. This flexibility helps match the assembly process with the device’s risk level.
Choosing Between a Cleanroom and a White Room for Assembly
An ISO-classified cleanroom should be used when particular levels of cleanliness are necessary. This applies to devices such as implants and sterile disposable products. In cleanrooms, these items are protected throughout the assembly and packaging stages.
If higher particle counts are permissible, white room assembly is a suitable choice. It continues to offer controlled conditions, including managed air flow and filtered HVAC systems. For many external-use devices, this option maintains quality while keeping costs low.
Risk Profiles of Devices Requiring ISO-Classified Environments
Sterile assembly environments are necessary for particular types of devices. Examples are implants and surgical instruments. Assembly for these items usually occurs in sterile and clean settings.
ISO-classified spaces should be used if a device affects health or if its performance is sensitive to particles. The cleanrooms at AMT provide validated controls suitable for assembling high-risk products.
Lower-risk assemblies suitable for standard controlled environments
Devices used outside the body or parts needing later sterilization fit standard environments well. They are cost-effective and adhere to good manufacturing practices.
Assembly in non-ISO environments helps launch low-risk products faster. It delivers quality without incurring the high costs associated with stringent cleanroom standards.
| Assembly Setting |
Typical Use Cases |
Primary Control Measures |
Impact on Cost |
| Cleanroom (ISO-classified) |
Sterile disposables, implants, instruments for invasive procedures |
HEPA filters, particle count monitoring, gowning protocols, validated processes |
Significant |
| Assembly in a White Room |
Devices for external use, parts to be sterilized later |
Access control, hygiene protocols, filtered HVAC systems |
Medium |
| Controlled Standard Environment |
Non-sterile subassemblies, prototypes, parts with low risk |
Basic controls for contamination, cleaning schedules, traceability measures |
Minimal |
Quality assurance and microbiological controls in clean room assembly
Medical equipment safety and reliability are ensured by robust quality systems. Clean room standards are adhered to by AMT. These standards comply with ISO 13485 and the particular requirements of Singapore. Keeping detailed records and doing regular checks are key for meeting clean room rules across all manufacturing stages.
Schedules for Validation and Documentation Practices
Validation is planned and covers checking the environment, equipment, and processes. This includes counting particles and microbes, logging pressure differences, and tracking temperature and humidity. CAPA (Corrective and Preventive Action) traces are also documented. All these records help demonstrate that we meet the strict clean room rules for medical equipment.
Teams and Routines for Microbiological Inspection
Special teams focus on checking surfaces and air, and analyzing cultures. They look for trends, investigate abnormalities, and check if cleaning works. Their responsibility is to maintain stringent control over microbial levels. This helps prevent contamination in sterile and sensitive medical tools.
Traceability, batch records, and packaging controls
For each medical device, we keep detailed records. This includes info on materials, machine settings, and who operated the machines. Packaging procedures vary depending on the risk associated with the device. Sterile devices get special sterile packaging. Non-sterile ones get packaging that protects them but is not sterile. Every step ensures proper execution from the start until the final shipment.
| Quality Element |
Common Activities |
Deliverables |
| Schedule for Validation |
Periodic qualification runs, revalidation after change control, seasonal environmental checks |
Protocols for validation, reports on acceptance, certificates for requalification |
| Monitoring of the Environment |
Air and surface sampling, particle counts, differential pressure monitoring |
Daily logs, weekly trend charts, exception reports |
| Microbiology oversight |
Culture testing, rapid alert investigations, cleaning efficacy studies |
Microbial test results, corrective actions, method validations |
| Product Traceability |
Material lot tracking, operator and equipment records, digital batch histories |
Complete batch records, serialized lot lists, audit trails |
| Control of Packaging |
Validated sterile packaging runs, sealing integrity checks, labeling verification |
Reports on packaging validation, documentation for sterility assurance, records of shipments |
Supporting Technical Capabilities for Medical Equipment Manufacturing
AMT mixes exact part tech with cleanroom assembly for medical gear making in %place%. These capabilities enable design teams to move quickly from concept to an approved product. This happens without waiting long for different companies.
Metal and ceramic injection molding create detailed features that plastics can’t. Parts made from stainless steel and cobalt-chrome are produced for instruments and implants. Ceramic materials are used to create durable and biocompatible components for diagnostics and medical replacements.
In-house tool creation ensures that molds and dies have precise dimensions and surface finishes. Quick changes to tools drastically reduce waiting times and lessen risk when parts must fit perfectly. This also helps to control costs during scaled-up production.
The process of creating samples is accelerated with 3D metal printing, which also permits the creation of complex geometries. Engineers check the shape, working, and fitting this way before making lots. Mixing 3D printing with usual molding makes getting new medical items out faster.
These methods allow for joining different materials like metal, ceramic, and plastic. Techniques for joining, like overmolding, are carried out in clean environments to maintain precision. This leads to dependable combinations for surgery tools, diagnostic setups, and parts to place inside the body.
Using metal and ceramic injection molding, making tools, and 3D printing lets makers have one ally. This partner assists with sampling, validation, and the production of more sophisticated medical devices. It cuts down on dealing with many groups, keeps ideas safe, and makes getting official approval smoother.
Supply chain advantages and IP protection for contract manufacturing
AMT’s Singapore hub integrates sourcing, production, and distribution tightly. This supports making medical equipment on a large scale. Centralized workflows are designed to reduce lead times and facilitate planning for large volume orders. This method gives clear benefits in the supply chain for companies needing dependable parts and steady timelines.
Solid partnerships in Asia ensure steady materials and cost management. AMT collaborates with trusted vendors in Malaysia, Thailand, and Vietnam. This secures the materials, parts, and logistics needed. Such a network streamlines shipping and ensures timely deliveries for urgent projects.
AMT takes serious steps to protect clients’ intellectual property during contract manufacturing. They use confidentiality agreements and control access to engineering files. The safety of client designs and processes is also enhanced through segmented production lines. These actions meet the strict standards of regulated industries, ensuring secure tooling and prototype development.
Audit-ready processes and skilled staff help protect IP and fulfilling regulatory requirements. Documenting design transfers, changes, and supplier details provides a record that can be traced. This lowers risks when moving from prototype to mass production in a medical clean room.
The Singapore platform is designed to scale up, serving customers in over 30 countries. This setup allows AMT to increase production without complicating processes. Consequently, companies can seamlessly transition from small-scale test runs to the large-scale production of surgical instruments and diagnostic devices.
Customers enjoy predictable planning and different choices for regional transport. This expedites market access. It is a smart move for medical equipment companies to partner with a provider that handles local logistics and ensures IP security. It provides an efficient method for global distribution while safeguarding proprietary technology.
Operational efficiency and cost considerations for clean room projects
The management of clean room projects centers on the factors that drive budgets and timelines. Teams consider clean room assembly costs versus benefits in quality and speed. The approach taken by AMT in Singapore exemplifies how expenses can be managed while adhering to standards.
Costs depend on cleanroom level, validation extent, and monitoring intensity. High levels require better HVAC and filtration, leading to higher initial and ongoing costs.
The costs are increased by validation and monitoring due to the required tests and documentation. These are vital for meeting standards from bodies like the US FDA. Costs of requalification and constant data gathering need planning.
Expenses are reduced by integrating manufacturing processes. This minimizes transportation needs and the requirement for multiple validations. In the context of medical device assembly, this approach frequently leads to cost savings.
Project timelines can be shortened by collaborating with a partner that offers full-service clean room solutions. This improves coordination and traceability, reducing overall costs.
There are trade-offs involved in selecting the appropriate quality level. High-risk devices need more controlled environments. For simple parts, less stringent conditions work fine and are cheaper.
Efficiency comes from strong quality systems like ISO 13485. Early regulatory alignment assists innovation while focusing on production readiness and validation.
All costs and the risks of rework should be weighed when deciding on a production environment. This balanced view ensures projects meet standards while saving money.
Customer industries and product examples served by AMT
In Singapore and other Asian regions, AMT serves a wide range of medical clients. They make parts for hospitals, device OEMs, and labs. Their services cover everything from single prototypes to large-scale production runs for medical equipment.
Below are some examples of how AMT supports specific products and industries. They align their manufacturing capabilities with the requirements for quality and application.
Components and Assemblies for Surgery and Endoscopy
AMT makes things like optics housings and grip modules for surgery. Assembly is conducted in cleanrooms to prevent particulate contamination. This production process adheres to strict standards for dimensions, surface finish, and clinical application.
Medical consumables and diagnostic components
They make disposable items like syringe parts and test cartridge houses. To comply with regulations, AMT integrates clean assembly with tracking systems. The diagnostic components they produce include items like sample ports and test holders.
Implants and high-precision parts
The production of implantable components using specialized materials and techniques is supported by AMT. For these components, they utilize metal and ceramic molding processes. Rigorous checks are implemented for safety documentation and manufacturing history.
Examples, Patents, and Awards
AMT has 29 patents in 12 countries and 15 inventions. These support their unique tools, metal processes, and assembly setups. Their awards in metalworking highlight their skills that help make medical devices.
| Product Type |
Typical Processes |
Main Focus on Quality |
Representative End Market |
| Toolheads for Endoscopes |
Cleanroom assembly, injection molding, welding with ultrasound |
Low particulate generation, dimensional precision |
Surgical hospitals, ambulatory centers |
| Consumables for Single Use |
Manufacturing of medical consumables, automated molding, packaging |
Traceability, sterility assurance for sterile items |
Labs for clinical use, care in emergencies |
| Cartridges for Diagnostics |
Assembly of chambers for reagents, micro-molding, testing for leaks |
Consistency from lot to lot, integrity of fluids |
Diagnostics at the point of care, labs that are centralized |
| Implantable components |
Metal injection molding, finishing, validated cleaning |
Biocompatibility, manufacturing history files |
Orthopedics, dental, cardiovascular |
| Precision Parts (MIM/CIM) |
Powder metallurgy, heat treatment, secondary machining |
Reliability in mechanics, properties of materials |
Assembly of medical devices – %anchor3%, manufacturers of instruments |
In Closing
The operations of AMT in Singapore are a testament to high-quality medical device assembly within clean room environments. They are certified with ISO 13485, ISO 9001, and IATF 16949. Additionally, they operate Class 100K cleanrooms. This capability allows AMT to safely manage complex diagnostic tools, surgical components, and implants.
In their approach, multiple processes are combined at a single location. This includes on-site capabilities for injection molding, tooling, MIM/CIM, and 3D metal printing. The risk of contamination is lowered, and transportation times are reduced as a result. This method ensures safe medical device assembly in Singapore. Furthermore, it safeguards intellectual property and improves collaboration with suppliers throughout Asia.
Strong quality assurance and various options for microbiological control are offered by AMT. Based on the risk profile of the device, teams have the flexibility to select the appropriate cleanroom classification. This approach creates a balance between cost, regulatory compliance, and time to market. For firms looking for a reliable partner, AMT’s medical clean room assembly is a smart choice. It promises scalable, reliable production in Asia.